|
5.0 Variações do Processo
O processo de Soldagem por Fricção pode ser basicamente dividido em métodos de soldagem convencionais e não-convencionais. Nas seções seguintes serão apresentadas as principais variações dos métodos convencional e não-convencional.
5.1 Métodos Convencionais
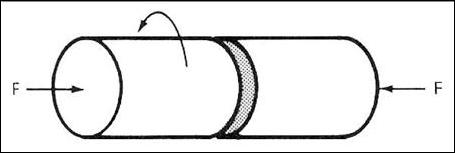
01 - Configuração Básica
Na configuração básica, uma peça é colocada em rotação enquanto a outra é restringida de movimento. A ilustração do processo está na figura 02.
Figura 02 – Configuração Básica
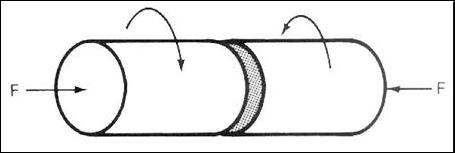
02 - Counter Rotation (Rotação Contrária)
Na configuração com rotação contrária, ambas as peças são colocadas em rotação, mas em direções contrárias. A ilustração do processo está na figura 03.
Figura 03 – Counter Rotation
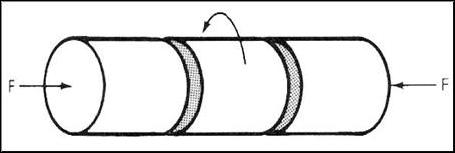
03 - Centre Drive
Na configuração do tipo Centre Drive, a peça do centro é colocada em rotação e duas soldas acontecem ao mesmo tempo visando um aumento de produtividade. A ilustração do processo está na figura 04.
Figura 04 – Centre Drive
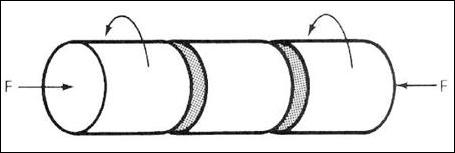
04 - Twin Welds
Na configuração do tipo Twin Welds, a peça do centro é mantida estacionária enquanto as das extremidades são colocadas em rotação. A diferença deste processo para o anterior é que aqui as peças que rodam são as das extremidades. A ilustração do processo está na figura 05.
Figura 05 – Twin Welds
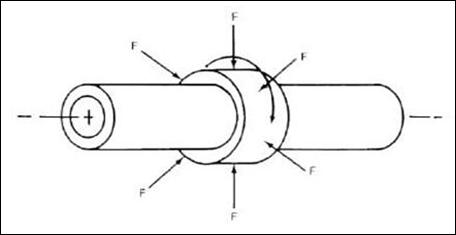
05- Radial Welding (Soldagem Radial)
Neste tipo de soldagem, uma peça com formato cilíndrico é soldada por uma combinação de forças de compressão e forças radiais a duas peças também cilíndricas de menor diâmetro. Este processo é muito usado para o reparo de oleodutos. A ilustração do processo está na figura 06.
Figura 06 – Soldagem Radial
6.0 Defeitos Comuns
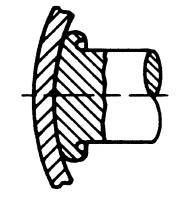
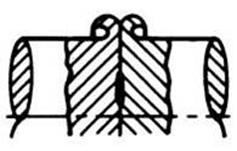
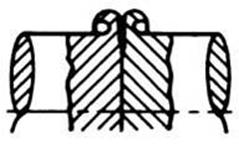
Em soldagem por fricção, os principais defeitos associados ao processo envolvem: 01 - A deformação dos componentes - Figura 07 02 - A falta de “fusão” dos materiais - Figura 08 03 - A inclusão de filmes estranhos ao processo - Figura 09 04 - A abertura de trincas mesmo durante o resfriamento da junta - Figura 10 05 - Deflexão horizontal dos componentes que estão sendo soldados - Figura 11
6.1 Figuras:
Figura 07 Deformação dos componentes
Figura 08 A falta de “fusão” dos materiais
Figura 09 A inclusão de filmes estranhos
Figura 10 Abertura ou trincas na junção
Figura 11 Deflexão horizontal
Fonte
Departamento de Engenharia Mecânica – UFMG Professor Dr. Alexandre Queiroz Bracarense
Wanderlei Alves da Silva – 12 de Março de 2006 |
|
Página 01 >> |
|
WN Place Design |